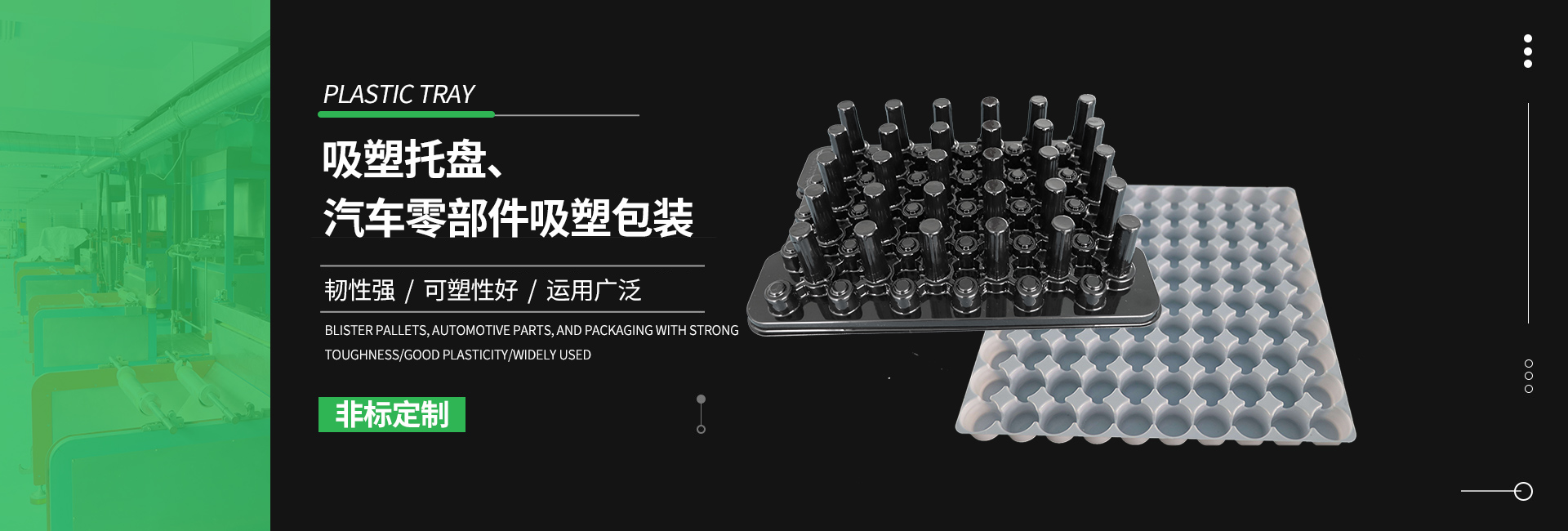





对于厚片吸塑常用的原材料片材主要有HDPE、ABS、ABS+TPU等,下面简单介绍一下这三种材料的基本特点。 (1) HDPE(高密度聚乙烯)材料:它具有良好的耐热、耐寒性、化学稳定性、较高的刚性、韧性和优良的耐环境应力开裂性。主要用途:200升水桶、油箱、托板、大型部件、游艇、吸塑托盘顶盖、大部份汽车零配件的包装等。 (2) ABS(腈-丁二烯-塑料)材料:它有良好抗冲击性、耐热性、耐低温性、耐化学药品性及电气性能优良,相对HDPE有易形成、制品尺寸稳定、表面光泽性好、承载抗压性能更好等特点。在耐低温性、韧性和耐环境应力开裂性方面HDPE更有优势。主要用途:广泛应用于汽车、电子电气、办公和通讯设备等领域。在包装领域主要用于对包装尺寸精度要求较高的机械手自动取件项目上。 (3) ABS+TPU(热可塑性聚氨酯)材料:它具有是一种在ABS制板工艺过程增一道特殊的共挤工艺使ABS板材表面覆上一层TPU膜新型板材。采用此材料的制品既有ABS优异的机械性能还具有TPU的高耐磨抗撕裂能力。此材料的成本是一般材料的2~3倍。也正因为成本之高,此类材料的应用受到一定的限制。TPU特点:耐磨性能当材料在使用过程中经常受摩擦、刮磨、研挫等机械作用,会引起其表面逐步磨损,因此材料的耐磨耗性能显得非常重要。TPU塑胶原料耐磨性能优异,较天然橡胶耐磨五倍以上,是耐磨制品的材料之一,一般而言TPU具有较高的抗撕裂能力,撕裂强度与一些常用的塑胶比较是非常优异的。主要用途:主要应用于汽车内饰件。在包装领域主要用于对零件清洁度要求较高零件配件,如发动机、变速箱等动力系统的零件包装。







样品被客户认可后,通常会下一定数量的生产订单。生产调度会根据产量、吸塑成型的复杂程度决定采用哪种模具量产:采用石膏模生产,模具制作过程类似于吸塑打样,优点在于生产周期短,成本低,制作一整版(60X110cm)模具只需一到两天时间,不足之处在于吸塑成品表面粗糙,生产中模具容易碎裂,耐用性差无法成型深度大、复杂度高、片材厚的产品。采用电镀铜模,其工艺是将打好样的泡壳表面喷上一层导电剂,再放入电解槽内镀上厚厚的铜层,电镀过程需要72小时,接着要对铜模进行灌石膏(增加硬度)、抛光、打气眼处理,采用电镀铜模生产的优点是吸塑制品表面光滑,成本适中,耐用性适中,缺点是模具制作周期长,无法完成精密吸塑制品的生产。采用吸塑铝模生产,模具制作需要先采用电脑设计图纸,再采用CNC数控铣床加工,优点是制作周期适中,后期模具处理时间短(钻气眼工作在CNC加工时完成),吸塑产品尺寸精度高,模具耐用性强,缺点是成本高。由于全自动高速吸塑成型机的成型范围是66X110cm左右,所以不管是石膏模、铜模还是铝模,都需要将单个的模具拼在一起,达到成型尺寸,我们都称这个过程为拼版,需要拼在打好气孔的铝板或木板上,拼好后的整版模具我们称之为底模。对于吸塑成型深度大的产品,还需要制作上模,在底模将片材真空吸成型的同时,从片材上方施加压力,将片材均匀地拉伸到每一个部位,否则会引起局部厚度过薄。生产模具的整个制作周期应为5至7天。

如何防止厚片吸塑产品脱模变形 真空吸塑虽然是一种新型的技术,但它对各种塑料制品的成型都有明显的作用,而技术能得以充分发挥有两个基本前提,那就是设备的选用以及模具的制作。如果这两方面都可以妥善解决,那实现厚片吸塑并不是什么难事,具体要怎么来操作? 在进行吸塑过程中,少不了要用到各种不同的吸塑模具,在制作模具的时候一定要注意材质方面的问题。另外一个关键在于脱模,需要在保证顺利脱模的前提下进行,这样才能避免对成品的影响。只要这两方面问题得到解决,那么真空吸塑就能用来制作各种形态的塑料制品。 在吸塑过程中,若是前期的处理工作没有做好的话,厚片吸塑产品在脱模的那一刻也会导致有变形的产品,变形后的产品品质势必会受到影响。为了避免类似问题的再次发生,一定要对此问题制定出相应的解决方案。 为了防止吸塑脱模后变形,首先要求用户应对冷却水的温度进行检查,同时还要对喷头的水量进行调节,符合规定的范围。其次,还要调整每个位置的风向,以便于找到的压力进行厚片吸塑的生产。 在脱模的时候,使用震动上模的压力迫使顺利脱模;如果能适当加大底部风量的话,对保证吸塑产品的品质也是有帮助的。要是这些还无法解决问题的话,就只能重新制作上模,才能克服变形的问题。 根据厚片吸塑技术的特性,选择符合需要的设备,这样不仅能提高产品的合格率,同时也能提高生产效率,降低成本。根据实际作业的要求,选择自动的或手动的吸塑设备,同时配以相应的操作人数,以良好的状态来进行大型吸塑作业。

您好,欢迎莅临j9九游会包装,欢迎咨询...





